Purpose Statement
This assignment was completed to create a professional website-based portfolio that showcases my engineering projects, manufacturing experience, and technical skills developed throughout the course and through personal projects. The website highlights experience with fabrication, machining, electronics, structural design, problem solving, and project development while demonstrating the ability to communicate engineering work in a professional format.
The portfolio also focuses on understanding how manufacturing methods affect production cost, efficiency, and scalability. Each project includes analysis of material selection, labor requirements, manufacturing processes, efficiency improvements, and mass production considerations to demonstrate how engineering decisions directly influence overall production performance and cost.
Project Page (Spaghetti bridge)
Cost Estimate, Efficiency Improvements, and Mass Production
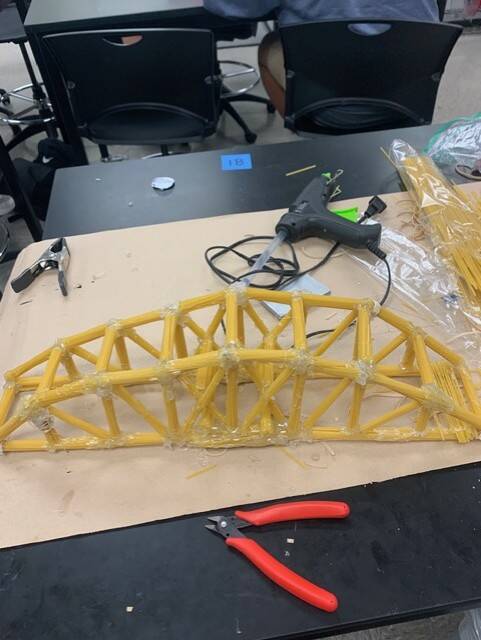
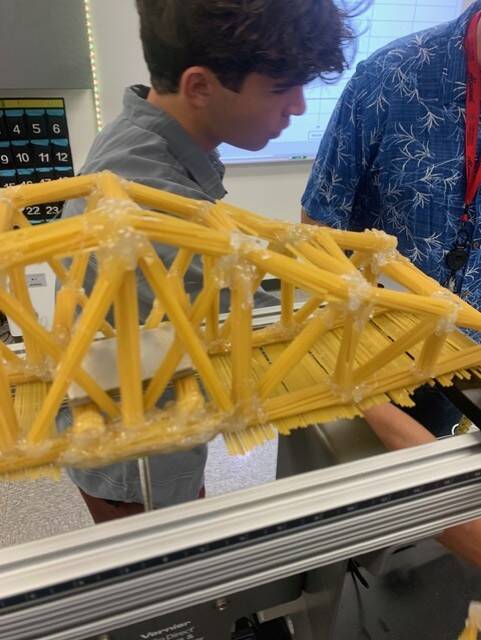
The spaghetti bridge was constructed using lightweight materials selected to maximize structural strength while minimizing overall weight. The primary materials used during construction included spaghetti, hot glue, tape, and miscellaneous assembly supplies. Approximately two boxes of spaghetti were used to create the truss members and reinforcement sections throughout the bridge. Hot glue was used as the primary joining material to connect structural members and transfer forces between joints during loading. Tape and clamps were also used during fabrication to maintain alignment while the adhesive cured. The estimated material cost for the entire bridge was approximately $10.
The majority of the overall project cost came from fabrication and assembly labor. Time was required for planning the bridge geometry, assembling truss members, reinforcing weak areas, correcting alignment issues, and testing the structure. An estimated labor rate of $25 per hour was used to represent fabrication labor costs. Approximately 2 hours were spent designing and planning the structure, 5 hours were spent fabricating and assembling the bridge, and 1 hour was spent testing and making adjustments. This resulted in a total estimated labor time of 8 hours. Using the estimated labor rate, the total labor cost for the bridge was approximately $200.
Combining both material and labor costs, the total estimated cost to produce one spaghetti bridge was approximately $210.
The bridge fabrication process could be improved through the use of CAD-generated templates and alignment fixtures to improve dimensional consistency during assembly. Standardized fixtures would reduce fabrication errors while improving alignment between structural members. Automated adhesive dispensing systems could also improve joint consistency while reducing assembly time. If the structure were redesigned for larger-scale manufacturing, lightweight composite materials or molded plastic truss members could replace spaghetti while maintaining similar structural geometry and load distribution behavior.
Manual EMEC-style production of 10,000 bridges would require extremely large amounts of labor because each bridge would need to be individually assembled, aligned, reinforced, and tested by hand. Assuming each bridge requires approximately 8 labor hours to complete, the total production time would be approximately 80,000 labor hours. Using the estimated labor rate of $25 per hour, labor costs alone would total approximately $2,000,000. Material costs for 10,000 bridges would add an additional estimated $100,000, resulting in a total estimated manual production cost of approximately $2,100,000.
If the bridge were manufactured using automated industrial processes, production cost and manufacturing time could be reduced significantly. Automated manufacturing could utilize molded composite truss members, robotic assembly systems, and automated adhesive application to improve repeatability and reduce labor involvement. Bulk material purchasing would also reduce unit cost. Using automated manufacturing methods, the estimated production cost could be reduced to approximately $3 per unit, resulting in a total estimated manufacturing cost of approximately $30,000 for 10,000 units.
Compared to manual EMEC fabrication methods, automated manufacturing would drastically reduce labor cost, production time, and dimensional variation while improving structural consistency between units.
Project Page (Boat Project)
Cost Estimate, Efficiency Improvements, and Mass Production
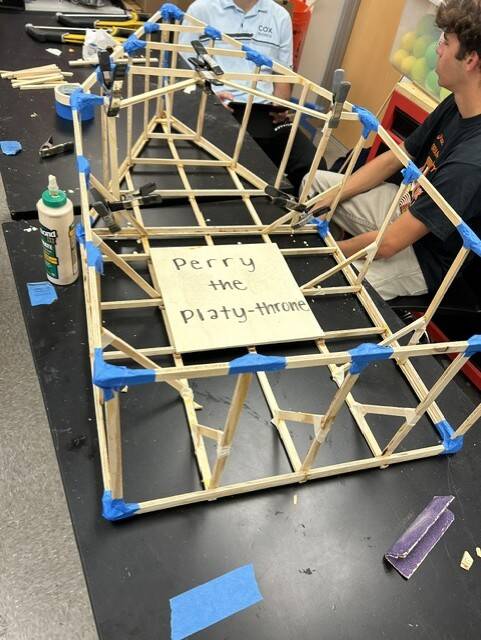
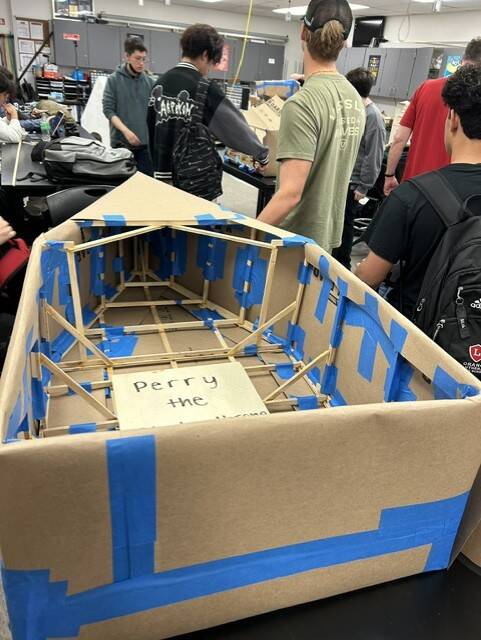
The boat project was constructed using lightweight materials selected to provide buoyancy, structural support, and water resistance while maintaining overall stability in the water. Materials used during construction included foam board, wood components, adhesive, waterproof tape, and small fastening hardware. Additional materials were used to reinforce weak structural areas and improve durability during testing. The estimated material cost for the entire boat project was approximately $35.
A large portion of the total project cost came from fabrication, assembly, and testing labor. Time was required to design the hull geometry, cut and assemble structural components, reinforce joints, and test the boat for balance and buoyancy performance. An estimated labor rate of $25 per hour was used to represent fabrication labor costs. Approximately 3 hours were spent planning and designing the structure, 6 hours were spent fabricating and assembling the boat, and 2 hours were spent testing and making adjustments to improve stability and performance. This resulted in a total estimated labor time of 11 hours. Using the estimated labor rate, the total labor cost for the project was approximately $275.
Combining both material and labor costs, the total estimated cost to produce one completed boat was approximately $310.
The boat fabrication process could be improved through the use of CAD-designed templates and CNC cutting systems to improve dimensional consistency and reduce fabrication time. Additional improvements could include the use of molded composite or vacuum-formed plastic hull sections to improve structural repeatability and water resistance while reducing overall assembly time. Automated cutting and assembly systems could also improve production efficiency while reducing material waste.
Manual EMEC-style production of 10,000 boats would require significant labor because each boat would need to be individually cut, assembled, reinforced, sealed, and tested by hand. Assuming each boat requires approximately 11 labor hours to complete, the total production time would be approximately 110,000 labor hours. Using the estimated labor rate of $25 per hour, labor costs alone would total approximately $2,750,000. Material costs for 10,000 boats would add an additional estimated $350,000, resulting in a total estimated manual production cost of approximately $3,100,000.
If the boat were redesigned for industrial manufacturing, automated processes such as injection molding, composite layup systems, and robotic assembly could significantly reduce production cost and manufacturing time. Bulk material purchasing and standardized assembly methods would further reduce cost per unit. Using automated manufacturing methods, the estimated production cost could be reduced to approximately $12 per unit, resulting in a total estimated manufacturing cost of approximately $120,000 for 10,000 units.
Compared to manual EMEC fabrication methods, automated manufacturing would greatly reduce labor cost, improve consistency, reduce production time, and improve overall structural quality between units.


Project Page (Electronic Dice Project)
Cost Estimate, Efficiency Improvements, and Mass Production
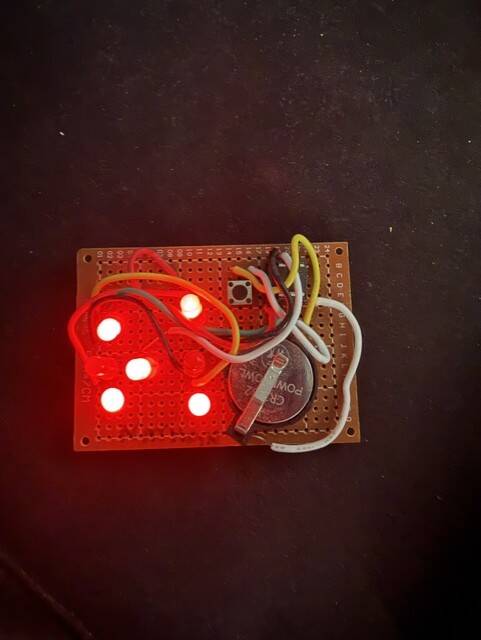
The electronic dice project was constructed using electronic components selected to provide reliable circuit operation, programmable functionality, and compact assembly. Materials used during the project included an ESP32 microcontroller, LEDs, resistors, wiring, a breadboard or perf board, solder, and a power source. Additional materials were used for mounting and protecting the electronic components during operation. The estimated material cost for the entire electronic dice project was approximately $20.
A significant portion of the total project cost came from programming, circuit assembly, soldering, debugging, and testing labor. Time was required to design the circuit layout, write and troubleshoot the program code, solder electrical connections, and verify correct operation of the LEDs and random number generation system. An estimated labor rate of $25 per hour was used to represent fabrication and electronics assembly labor costs. Approximately 2 hours were spent designing and planning the circuit, 2 hours were spent soldering and assembling components, and 3 hours were spent programming and debugging the system. This resulted in a total estimated labor time of 7 hours. Using the estimated labor rate, the total labor cost for the project was approximately $175.
Combining both material and labor costs, the total estimated cost to produce one completed electronic dice system was approximately $195.
The electronic dice manufacturing process could be improved through the use of custom printed circuit boards (PCBs), automated soldering systems, and surface-mount components to reduce assembly time and improve reliability. Automated pick-and-place machines and reflow soldering processes would significantly improve manufacturing speed and consistency compared to manual assembly methods. Additional improvements could include compact enclosure designs and integrated battery systems to improve product durability and appearance.
Manual EMEC-style production of 10,000 electronic dice systems would require extensive labor because each unit would need to be individually assembled, soldered, programmed, and tested by hand. Assuming each unit requires approximately 7 labor hours to complete, the total production time would be approximately 70,000 labor hours. Using the estimated labor rate of $25 per hour, labor costs alone would total approximately $1,750,000. Material costs for 10,000 units would add an additional estimated $200,000, resulting in a total estimated manual production cost of approximately $1,950,000.
If the electronic dice project were redesigned for industrial manufacturing, automated PCB fabrication and robotic component assembly could significantly reduce manufacturing cost and production time. Bulk purchasing of electronic components and automated testing systems would further reduce unit cost while improving consistency and reliability. Using automated manufacturing methods, the estimated production cost could be reduced to approximately $7 per unit, resulting in a total estimated manufacturing cost of approximately $70,000 for 10,000 units.
Compared to manual fabrication methods, automated electronic manufacturing would drastically reduce labor involvement, improve assembly consistency, reduce production time, and improve long-term product reliability.

Create Your Own Website With Webador